For many of us in the commercial kitchen ventilation industry, we have seen major evolutions in Demand Control Kitchen Ventilation (DCKV) over the last 20+ years. Some have been good – codes once prohibiting automatic variable-speed fans now allow them and often even require them. And some have been bad – several manufacturers have gone down-market to the point their controls are saving very little energy if any at all.

The general trend has been positive though because DCKV is no longer a niche but a mainstream solution across the U.S. and increasingly around the world. Running exhaust and make-up air fans at 100% speed all day long regardless of the actual cooking load is antithetical in the sustainability and IoT age in which we now live. As buildings, cars, and everything else get smarter and more efficient, it is only logical that kitchen ventilation systems do as well.
As the original pioneer and market leader of demand control kitchen ventilation since the early 1990’s, we at Melink Corporation want to continue helping building owners save energy – safely, cost-effectively, and efficiently. Having installed over 15,000 systems worldwide, we have assessed the most common problems in the marketplace and feel uniquely qualified to provide the following Top 10 Best Practices for specifiers.
TOP 10 BEST PRACTICES
1. Unless the foodservice consultant has knowledge and experience with fans and motors, he/she should consider letting the consulting engineer specify the hoods and DCKV system. The reason is, DCKV is a control system for the exhaust and make-up air fans on the roof. Though the kitchen hoods are ducted to these fans, they are comparatively simple stainless-steel boxes that only contain the rising heat and smoke from the cooking operations. The actual work of removing this heat and smoke is performed by the fans and motors on the roof along with their controls. Foodservice consultants, of course, provide a vital service in specifying the kitchen equipment below the ceiling, and this can still include the kitchen hoods and DCKV system if they have the requisite knowledge and experience of the rest of the ‘system’ above the ceiling. Otherwise, costly errors such as those described below are apt to occur.
2. The DCKV drives must match the fan motor ratings on the roof. If the foodservice consultant cannot obtain the voltage, phase, and frequency information from the ‘M’ drawings, or provide the fan package along with the hoods to ensure a proper match, the wrong drives can be specified and sent to the jobsite. This often causes frustration, time delays and extra costs. Moreover, the DCKV drives should come from tier 1, brand-recognizable manufacturers that have enough confidence in their product to offer a 3-year warranty. These highly sophisticated electronic devices are the beating heart of every DCKV system and therefore should not be selected based on low cost only. Performance and reliability should be the top consideration.
3. The DCKV system must be compatible with the make-up air heating (and cooling, if applicable) system. If the foodservice consultant does not communicate the minimum speed setting of the drives or provide the fan package with the hoods to ensure proper matching, the wrong type of make-up air system can be specified and sent to the jobsite. Not all make-up air systems are capable of heating and/or cooling at low-to-medium speeds and therefore the assumed energy savings by the foodservice consultant will not be achieved for his/her customer. This often causes frustration to everyone involved, and most importantly buyer angst and future bad-will because the purpose in he/she agreeing to buy the DCKV system was to maximize energy savings.
4. The specifier should weigh the risks vs benefits of adding modulating dampers inside the grease ducts for the following reasons: a) Dampers are obstructions inside grease ducts and such ducts are better designed to be completely open for the easy removal of heat and grease/smoke; b) These obstructions add resistance to airflow which force the fan motors to work harder and expend more energy, not less; c) Modulating dampers add another level of moving parts to the system which require regularly scheduled maintenance; d) These dampers are mounted inside the duct and above the ceiling where they are either likely to be damaged by hood cleaners or never seen again and maintained; e) When–not if–these dampers fail, the consequences can be serious if the heat and grease/smoke accumulate to the point of causing a fire; f) These dampers are often used in high-rise applications where only one duct can be run up to the roof and connected to one fan – making the consequences of a fire all the greater because there is more property and human life at stake; g) If more than one damper closes, the fan can cause such a severe negative pressure inside the grease duct that it collapses and renders the entire system unusable and in need of replacement (yes, we have seen this before). Most all engineers agree these risks are not worth the potential benefits.
Please see the photo below of a damper causing almost 100% blockage inside a grease duct. Also see the photo of a hood collar and fire suppression system coated in grease which can act like a ‘glue’ to the dampers above.


5. The engineer should design a dedicated exhaust fan for each kitchen hood whenever possible to improve reliability and energy savings. This allows each hood/fan system to operate independently according to the actual cooking load. It also eliminates the risks of a multi-hood system connected to a single fan which include the following: a) There is no redundancy in the event the single fan goes down due to a fan, motor, drive, or belt failure; b) There is no justification to use modulating dampers inside the grease ducts to achieve energy savings (see above).
6. The engineer or consultant should specify direct-drive fans whenever possible to further improve reliability and energy savings. In the old days, fan and motor pulleys and belts were used to adjust the fan speed to achieve the proper airflows during the original air balance. But today, the DCKV drives can be programmed for a minimum and maximum speed and thereby eliminate the need for these pulleys and belts. This improves reliability because belts are the infamous weak-link in most every HVAC system; and it improves energy savings because belts just create additional efficiency losses in the system.
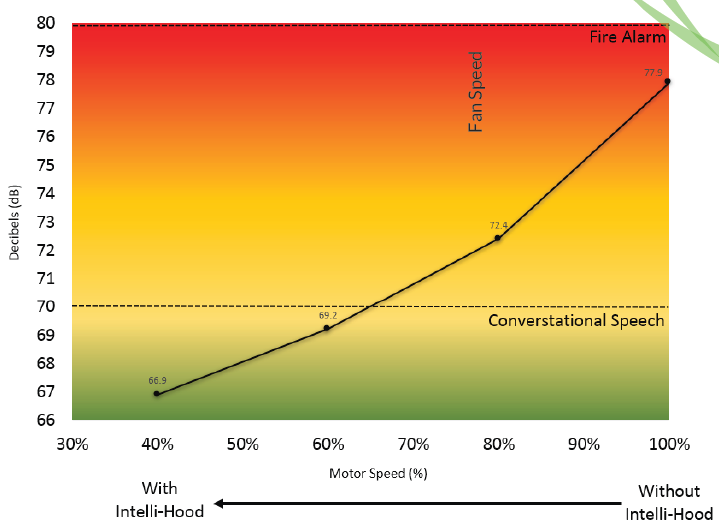
7. The specifier should consider DCKV systems with both temperature and optic sensors for maximum energy savings on Type I hoods. This is because there are two main by-products of most cooking processes: heat and smoke/steam. If the DCKV system only senses heat, it will not quickly respond to a fast-rising plume of smoke/steam into the canopy. As a result, the hood will ‘spill’ this smoke/steam into the kitchen space and cause comfort, health, and other concerns. The typical way to counter this problem is to program the demand control kitchen ventilation system at a high minimum speed of 80-90% with a low-temperature duct-stat so that the fans operate at 100% even with the slightest amount of heat. However, this eliminates most of the fan energy and conditioned air savings that your customers want during idle-cooking conditions.
We recommend both temperature and optic sensors–to detect both heat and smoke/steam. This allows the DCKV system to be programmed at a much lower minimum speed of 30-50% with a wider temperature span so that average fan speeds can be 60-80% and quickly go to 100% only when there is cooking smoke/steam present inside the hood. Though the optic sensor adds a slight cost premium, the additional operating savings will typically more than offset this cost within 1-2 years. If designed smartly, you will only need one optic sensor per hood, not one optic sensor per appliance. And if designed smartly, you will not have to worry about the optic sensor getting fouled with grease over time because it will be out of the air stream and protected by other capabilities (ie. air-purging, auto-calibrating) to ensure maximum energy savings each and every day.
Of course, if the cooking operations are mainly ovens and do not produce smoke/steam, then the optic sensors can be deleted from the specification to reduce first cost. But optic sensors would provide future flexibility in the event new and different appliances are installed. Moreover, optic sensors are fast-acting whereas temperature sensors are slow-acting, and this complementary combination makes for a safe and reliable control strategy. The lessons being learned from Boeing’s failure to use the right number and type of sensors as well as time-tested algorithms in its new 737Max airplanes are in some ways relevant to our industry. A first-cost obsession can be dangerous.
8. The specifier should be willing and able to logically argue against efforts to reduce the first cost of the DCKV system in the name of value-engineering. As indicated, we live in a world that often thinks in terms of first cost only rather than total life-cycle cost. And this means that sometimes the optic sensors, if not the entire DCKV system, get value-engineered out of the specification. This is another reason why the consulting engineer is often better suited to specify the demand kitchen control ventilation system. He/she is typically better able to make an informed argument to the architect and building owner that a well-engineered DCKV system is fundamental to the safety, health, comfort, and energy efficiency of a kitchen and these should not be compromised.
Having said this, we have also worked with highly-qualified foodservice consultants who have taken the time to learn the savings, costs, risks, and benefits of the various technologies and are just as capable of making this argument.
If a first-cost mindset continues to prevail, then the engineer or consultant should rely on the DCKV manufacturer to provide a comprehensive ‘energy savings report’ to show the expected financial payback and ROI based on the pertinent operating assumptions. The architect and building owner need to understand what they would give up in energy savings if they just install a code-minimum, auto on/off system. Fortunately, the world is increasingly trying to lower its carbon footprint – and this means maximizing energy savings, not just meeting code minimums for safety purposes.
9. Specify the DCKV system to be commissioned by the manufacturer or its trained/authorized representative for every installation prior to turnover to operations. It is our experience that too many systems have not been tested to ensure the owners will ever realize the energy savings they have been led to expect. Without this service, countless systems are operating at 100% speed all day long. We have found this problem at many locations where we are called to investigate as an independent commissioning firm. Invariably, the facilities managers state the systems have run this way for years. Verification and commissioning are essential.
10. Specify the DCKV system to have remote monitoring capabilities to ensure proper operation and energy savings for the life of the system. Like a car or any mechanical/electrical system, proper operation and performance are essential to ensuring a happy customer for life. And, therefore, remote monitoring is a highly beneficial and even necessary feature. Unfortunately, very few demand control kitchen ventilation systems are equipped with this capability and so the specifier and the customer need to know which ones are and are not. In this day and age every facility manager should be able to ‘see’ how his/her systems are performing online.
If you follow these Top 10 Best Practices, you will not only save significantly more energy for your customers and the world at large, you will likely improve your reputation as an expert and be more successful in growing your business. At the least, be mindful that DCKV systems ‘touch on’ multiple professions and trades and therefore we encourage you to help promote good communication between the foodservice consultant and consulting engineer.
Demand control kitchen ventilation as a technology has grown leaps and bounds over the last 20+ years. We hope you and your customers fully benefit from all these advancements well into the future.
Contact us here or call us if you have any questions at 513-965-7300.